Your Cart is Empty

FS-Elliott Case Study: Steel Manufacturing
This case study exemplifies the power of innovation and expert collaboration in the steel industry. By modernizing its compressed air system, the facility enhanced production capacity and operational reliability while setting a new benchmark for sustainable steel production.
*This case study has been republished from FS-Elliott.
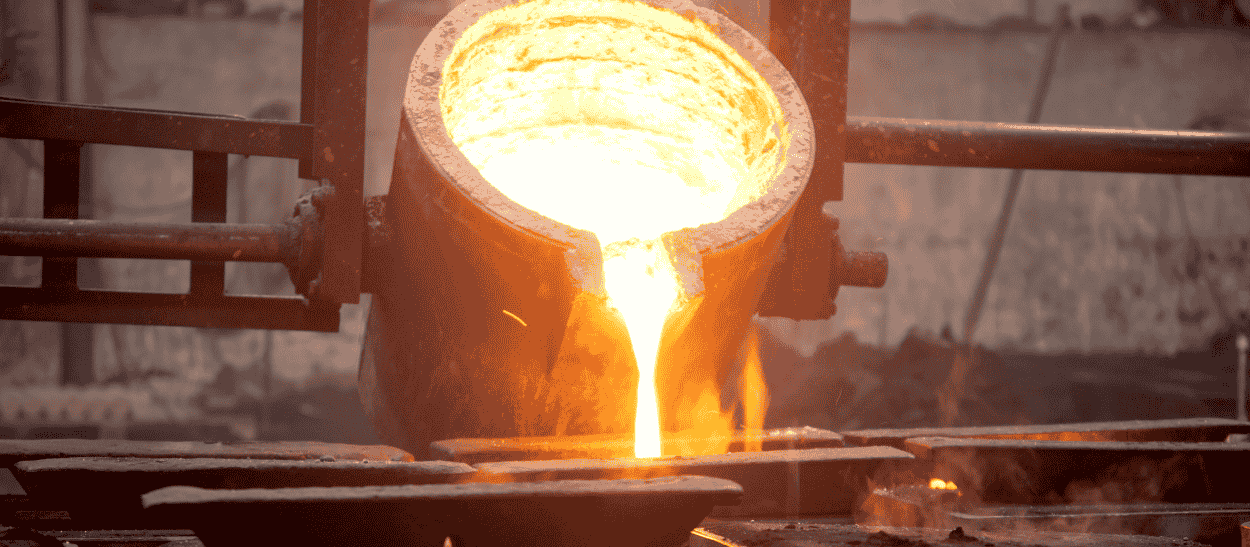
In stainless steel production, compressed air is a vital component that supports various critical processes. It delivers high-pressure air which is essential for injecting oxygen into blast furnaces and maintaining optimal conditions in Basic Oxygen Furnaces (BOF) and Electric Arc Furnaces (EAF). Reliable mill air also powers key equipment, including actuators, hammers, and automation systems, to ensure smooth operations in cutting, shaping, and material handling. In addition, consistent airflow is crucial for cooling machinery, removing moisture, descaling steel surfaces, and protecting essential assets such as coke ovens and ladle metallurgy facilities.
Recognizing these demands, a leading European stainless steel facility initiated a comprehensive upgrade of its compressed air system to meet rising production needs while enhancing reliability and energy efficiency.
Engineering Challenges & Strategic Objectives
Operating in a harsh, dust-laden environment with growing production demands, the facility's compressed air system was under strain. Their existing FS-Elliott P700 had run reliably for over 13 years, but their five rotary screw compressors were becoming increasingly costly to maintain and operate.
Although the P700 has a proven record of dependable performance, it alone could not overcome the broader system limitations. Acknowledging that downtime leads to production losses, rework, scrap, and energy penalties, the engineering team partnered with FS-Elliott to develop a more robust solution. Their strategy focused on two key objectives:
- Refurbishing the Existing P700: Enhance energy efficiency by integrating advanced controls and protective measures.
- Installing a New P400 Unit: Streamline operations to boost production capacity and reduce energy and maintenance costs, allowing for the decommissioning of five rotary screw compressors.

The FS-Elliott P400 Centrifugal Air Compressor
Collaborative Engineering Excellence
The project's success was driven by a close collaboration between the facility's engineers and FS-Elliott's project management team. Together, they developed a customized compressed air solution designed to meet the rigorous demands of steel manufacturing.
- P700 Field Overhaul: The FS-Elliott removable airend design facilitated rapid in-field maintenance, minimizing downtime.
- Retrofitted P700 with Enhanced Controls: Integrating an R1000 control panel improved energy savings and monitoring capabilities.
- P400 Strategic Inlet Placement: A remote-mounted inlet air filter, positioned in a less contamination-prone area, ensured a cleaner, more reliable air supply.
- Job-Specific Aerodynamics: Custom aero selection addressed the challenges of the high-temperature and high-pressure application, ensuring optimal performance.
- Comprehensive Compliance Documentation: Detailed documentation confirmed that all upgrades met industry standards and regulatory requirements.
Transforming Operation & Securing Funding
Consolidating five outdated screw compressor lines into a single, high-efficiency P400 unit streamlined operations and delivered immediate energy and maintenance savings.
Rigorous field testing and performance monitoring confirmed an improvement in energy efficiency—from 0.1125 kWh/m³ to 0.104 kWh/m³ —translating into annual savings of approximately $40,000. These operational enhancements optimized performance and met stringent regulatory standards, qualifying the facility for significant energy-saving grants secured through European Community funding.

A Blueprint for Sustainable Industrial Success
This case study exemplifies the power of innovation and expert collaboration in the steel industry. By modernizing its compressed air system, the facility enhanced production capacity and operational reliability while setting a new benchmark for sustainable steel production. For maintenance engineers seeking to drive similar transformations, this success demonstrates that even the most challenging industrial environments can achieve significant efficiency gains and financial rewards with the right blend of technology and teamwork.
*This case study has been republished from FS-Elliot. Learn more about FS-Elliott here.
You May Also Be Interested In:
Supporting Customers Internationally with Engineered System Solutions


Need help?
Let our applications engineers advise you on selecting the best product for your needs.
Call us
1 503 639 0808
Other news in this section


Nonprofit Home Manufacturing Company Utilizes Compressed Air to Address Wildfire Housing Relief
When Oregon experienced one of the state’s worst wildfire seasons, one nonprofit mobile home manufacturing company did something about it. HOPE Community Corporation in Eugene, Oregon is filling a need for affordable housing and doing it with speed and quality while giving back to the community.


Compressed Air is the Byproduct: A Thermodynamic Analysis
"Heat Recovery" in our industry is an unfortunate phrase, as its use implies that the primary thing being done in any compressor room is generating compressed air. Start thinking like a Utility Power Provider and see how best to begin turning your air compressor room into a CoGeneration Plant by adding one critical component to every lubricated rotary screw compressor you purchase, starting today.
Written by Bryan A. Jensen


Why Oil-Free Compressed Air?
Compressed air users are becoming increasingly intolerant of contamination in their systems, whether it's in a patient’s lungs, food and beverage products, pharmaceuticals, or semiconductors. Eliminating the risk of contaminated end product, saving money in energy use, and maintenance are only a few of the benefits.