Your Cart is Empty


Rogers Machinery Articles & Case Studies
Rogers Machinery News is your place for informative, educational articles and case studies about air compressors, pumps, blowers & vacuum systems. Our goal is to provide useful information that will help you make informed product decisions – all to keep your facilities running efficiently with maximum uptime.
82 news articles


Benefits of Air System Audits: When You Need One & How to Do Them
A detailed compressed air energy audit examines the function and energy performance of a compressed air system with data collection as a core feature. Energy audits with data logging are a proven and powerful tool to solve complex problems and save energy, with positive results directly affecting the bottom line.
Written by John Molnar, P.E.


Implementing Vacuum System Innovations in the Real World: How Installation Location & Weather Affect Performance and System Design
High and low atmospheric pressures affect vacuum systems. But how much? In this article, vacuum expert Bryan A. Jensen covers how weather systems on our planet affect vacuum systems and how each type of vacuum usage — utility vacuum or process vacuum — responds to barometric changes in our atmosphere.


Winery Doubles Production with Nitrogen Generation Upgrades
Winemaking is big business. When Oregon-based winery NW Wine Company was looking to double their bottling production, they turned to Rogers for a solution that would power a much larger operation.
This case study is written in conjunction with NW Wine Company.


Organic Valley Keeping Local
In replacing the antiquated vacuum equipment with an energy efficient whole system solution, Organic Valley was able to save approximately 32,000 kWHrs and 16,000 gallons of water usage per year.


Engineering Laboratory Switches To A Reliable Compressed Air Supplier
After becoming frustrated with unreliable air compressors, poor support, and low-quality compressed air, Schweitzer Engineering Laboratories decided to rely on Rogers for all their compressed air needs.

Vacuum Receivers: Full of Vacuum or Full of Myth?
In this article, we’ll discuss some of the uses for receiver tanks for positive pressure systems where the pressure inside the system is greater than atmospheric pressure, and the uses, or lack thereof of, receiver tanks in vacuum systems where the system pressure is less than atmospheric pressure.


In the Spirit of Improvement: Nation's Oldest Distiller Takes Practical Approach to Compressed Air System Upgrade
Laird & Company has been pioneering and perfecting Applejack brandy for 325 years. Laird & Company produces eight expressions of their iconic apple distillate, as well as a ready-to drink cocktail. In particular, their internationally known “Applejack” has earned the reputation as a quality product produced by a quality company using quality equipment to do so. In the interest of supporting facility uptime and Laird & Company’s personnel productivity, it was time for an upgrade.


Vacuum Thermodynamics in Our Freeze-Dried Universe: A Christmas Study
Freeze dry systems are some of the more thermodynamically active vacuum applications around, with operating pressure requirements firmly categorized in the “medium vacuum” realm. The lessons learned from the principles and subsystems in play can and should be applied broadly; to your own industrial vacuum system whether freeze-drying is your game or not; and, just maybe, in appreciation of the happenstance of our own humanity.
Written by: Bryan A. Jensen

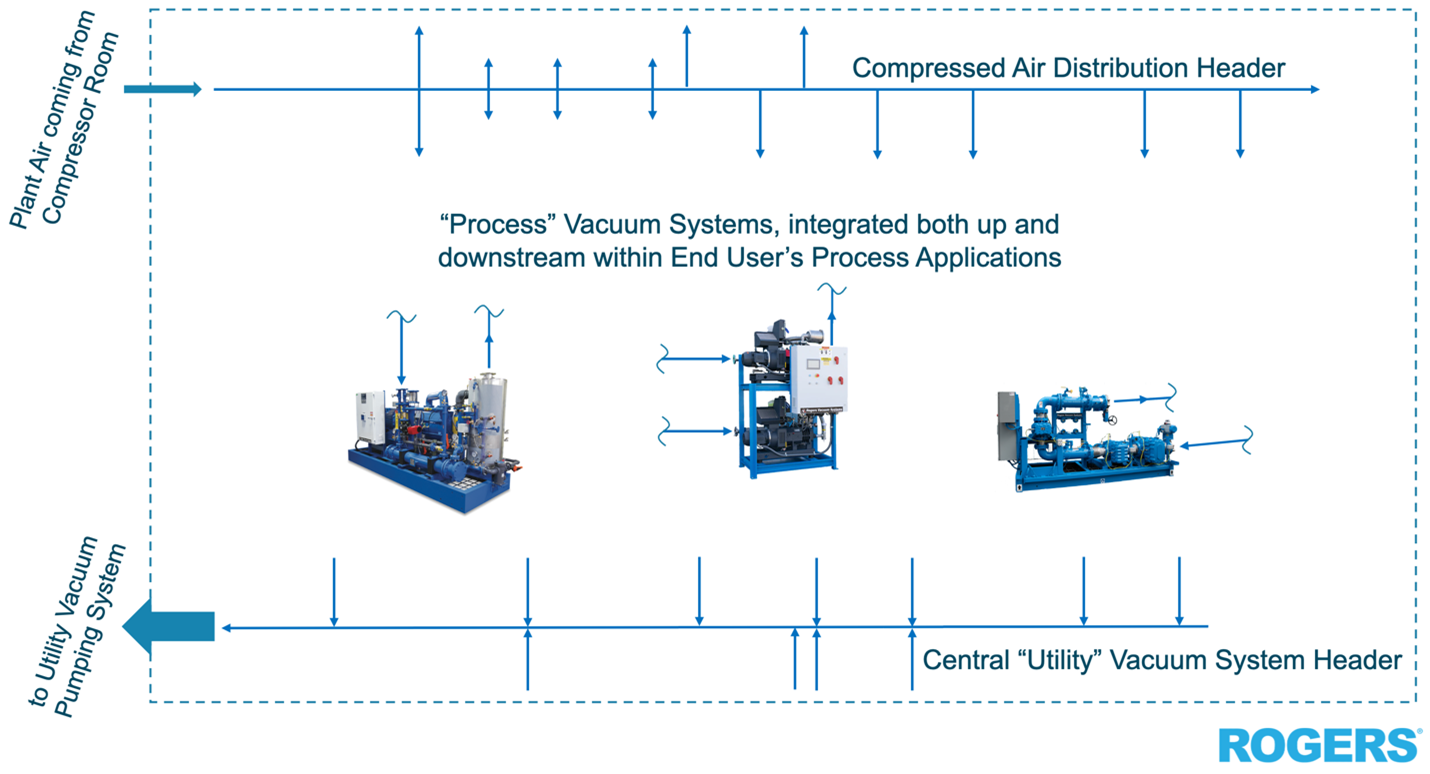
Vacuum Fundamentals: Process Applications & Oil-Free Technology
In this article, we dive into the differences between utility and process vacuum, measurement guidelines, and specifying vacuum systems to process applications for maximum system efficiency.
Written by: Bryan A. Jensen


Vacuum Fundamentals: Utility Applications and Oil Sealed Technology
In this article, we define the fundamentals of vacuum and discuss utility applications of oil-sealed vacuum technology.
Written by: Bryan A. Jensen